

Prozess: Erzeugung und Vermeidung von Poren
Jan 12, 2023Warum erscheinen Stomata?
1.1
Das Innere des lasergeschweißten Lochs befindet sich in einem instabilen Schwingungszustand, und die Strömung des Lochs und des Schmelzbades ist sehr intensiv. Der Metalldampf im Inneren des Lochs bricht nach außen aus und führt zu dem an der Öffnung des Lochs gebildeten Dampfwirbel, der das Schutzgas (Ar) in den Boden des Lochs rollt, und wenn sich das Loch vorwärts bewegt, treten diese Schutzgase ein Schmelzbad in Form von Blasen. Aufgrund der extrem geringen Löslichkeit von Ar und der schnellen Abkühlgeschwindigkeit beim Laserschweißen bleiben die Blasen in der Schweißnaht, bevor sie entweichen können, um Stomata zu bilden. Hinzu kommt, dass durch den schlechten Schutz beim Schweißprozess Stickstoff von außen in das Schmelzbad eindringt und die Löslichkeit von Stickstoff in flüssigem Eisen sich stark von der Löslichkeit von Stickstoff in festem Eisen unterscheidet. Daher nimmt beim Abkühlen und Erstarren des Metalls die Löslichkeit von Stickstoff mit der Abnahme der Temperatur ab, wenn das geschmolzene Poolmetall bis zum Beginn der Kristallisation abgekühlt wird, was zu einer großen plötzlichen Abnahme der Löslichkeit führen kann. Zu diesem Zeitpunkt bildet eine große Menge an Gasniederschlägen Blasen. Wenn die Schwimmgeschwindigkeit der Blasen geringer ist als die Kristallisationsgeschwindigkeit des Metalls, werden die Poren erzeugt.
1. Schweißporen durch Oberflächenbehandlung vor dem Schweißen unterdrücken
Die Oberflächenbehandlung vor dem Schweißen ist eine effektive Methode zur Kontrolle der metallurgischen Poren von Laserschweißnähten aus Aluminiumlegierungen . Die Verfahren der Oberflächenbehandlung lassen sich üblicherweise in physikalisch-mechanische Reinigung und chemische Reinigung unterteilen .
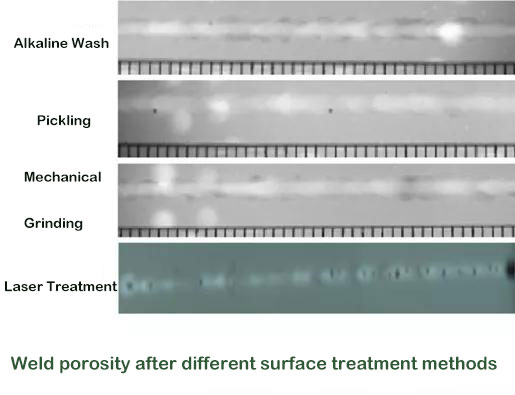
Nach dem Vergleich ist die chemische Methode zur Behandlung der Oberfläche der Testplatte (Metallreiniger reinigen - waschen - alkalisches Waschen - waschen - waschen - waschen - trocknen) am besten. Unter anderem wird die Alkaliwäsche von der Oberflächendicke des Materials mit einer wässrigen Lösung von 25% NaOH (Natriumhydroxid) entfernt und das Beizen wird mit 20% HNO3 (Salpetersäure) + 2% HF (Fluorwasserstoff) durchgeführt ) wässrige Lösung zur Neutralisation der Restlauge. Nach der Oberflächenbehandlung der Testplatte wird das Schweißen innerhalb von 24 Stunden durchgeführt, und die Anordnung wird vor dem Schweißen zusammengebaut und mit wasserfreiem Alkohol abgewischt, wenn die Testplatte für längere Zeit nach der Testplattenbehandlung installiert ist.
2. Hemmen Sie Schweißporen durch Schweißprozessparameter
Die Bildung von Schweißnahtporosität hängt nicht nur mit der Qualität der Oberflächenbehandlung der Schweißnaht zusammen, sondern auch mit Schweißprozessparametern. Der Einfluss von Schweißparametern auf die Poren der Schweißnaht spiegelt sich hauptsächlich in der Einbrandtiefe der Schweißnaht wider, dh dem Einfluss des Rückenbreitenverhältnisses der Schweißnaht auf die Poren.
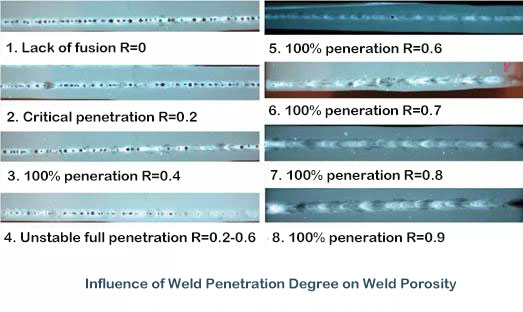
Durch Tests wissen wir, dass ersichtlich ist, dass, wenn das Schweißnahtbreitenverhältnis R > 0,6 ist, die konzentrierte Verteilung der Kettenporen in der Schweißnaht effektiv verbessert werden kann. Und wenn das Rückenbreitenverhältnis R > 0,8 ist, kann das Vorhandensein von atmosphärischen Poren in der Schweißnaht effektiv verbessert werden. Außerdem können die Reste der Poren in der Schweißnaht weitgehend eliminiert werden.
3. Hemmen Sie Schweißporen, indem Sie das Schutzgas und die Flussrate richtig auswählen.
Die Auswahl des Schutzgases wirkt sich direkt auf Qualität, Effizienz und Kosten des Schweißens aus. Beim Laserschweißen können durch das richtige Einblasen von Schutzgas die Schweißporen effektiv reduziert werden .

Wie in der obigen Abbildung gezeigt, werden Ar (Argon) und He (Helium) verwendet, um die Oberfläche der Schweißnaht zu schützen. Beim Laserschweißen von Aluminiumlegierungen weisen Ar und He unterschiedliche Ionisationsgrade des Lasers auf, was zu unterschiedlichen Schweißbildungen führt. Es ist ersichtlich, dass die Porosität der Schweißnaht, die unter Verwendung von Ar als Schutzgas erhalten wird, geringer ist als die der Schweißnaht, wenn He als Schutzgas ausgewählt wird.
Gleichzeitig sollten wir auch darauf achten, dass der Gasfluss zu klein ist (<10L/min) und eine große Anzahl von beim Schweißen erzeugten Plasmen nicht weggeblasen werden kann, was das Schweißbad instabil macht und die Wahrscheinlichkeit erhöht der Porositätsbildung zunimmt. Wenn die moderate Gasflussrate (ca. 15 l/min) im Plasma effektiv kontrolliert wird und das Schutzgas eine gute Antioxidationswirkung auf das Schmelzbad ausübt, wird es die geringste Porosität erzeugen. Ein zu hoher Gasstrom geht mit einem zu hohen Gasdruck einher, so dass ein Teil des Schutzgases in das Tankinnere eingemischt wird, wodurch die Porosität ansteigt.
Beeinflusst durch die Leistung des Materials selbst, kann es nicht vollständig vermieden werden , dass das Schweißen ohne Erzeugung von Porosität im Schweißprozess erfolgt. Was es erreichen kann, ist die Verringerung der Porositätsrate .
Wie können wir Ihnen helfen?

PES-Laser, professioneller Lasergeräte-Lösungsanbieter





 IPv6-Netzwerk unterstützt
IPv6-Netzwerk unterstützt 










